基于CT射线的钢管圆度检测技术/一种基于CT射线的钢管圆度检测新技术
钢管圆度检测技术的研究是目前生产和使用过程中所面临的一个重要课题。简述了几种已有的钢管圆度检测技术及其优缺点,总结了目前钢管圆度检测的现状和存在的问题,并提出了一种新的钢管CT射线圆度检测技术。该技术利用CT射线成像手段,采用多源多探测器的投影数据获取方式,通过OSEM重建算法,实现了少投影数据条件下钢管截面的快速精确重建。该方法不仅能全面地获取钢管的质量参数,而且还可以做到实时成像在线圆度检测,具有重大的实际意义和广阔的应用前景。
钢管是一种金属管道,其质量由金属材料的性质决定。优质材料的化学成分、物理性能及几何形状都必须是连续的、单纯的并且均匀的,如果这三方面存在不足或者受到破坏,就会直接影响到钢管的质量。在生产和使用过程中,对钢管的各个质量参数进行检测和控制是保证其质量并安全使用的重要环节。钢管的检测主要包括缺陷检测和尺寸检测两个方面。缺陷检测主要是指加工或使用过程中出现的物理缺陷的检测,包括夹杂、裂纹、气孔、夹渣等。尺寸检测主要是指几何形状的检测,包括壁厚、内外径、不圆度、弯曲度等。其中,缺陷检测和壁厚检测技术已较为成熟,达到了在线实时检测的要求,不圆度检测技术是目前亟待解决的课题。
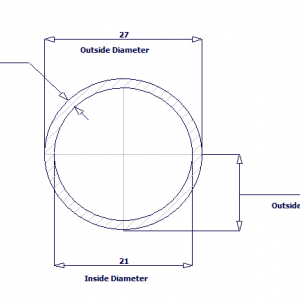
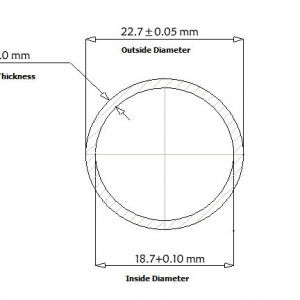
1. 钢管不圆度的定义
圆形钢管的横截面上存在着半径不等现象,即存在着不一定相互垂直的最大半径和最小半径,则最大半径与最小半径之差即为不圆度,也叫椭圆度。
")
F只能反映出钢管不圆度的绝对量,不能量度其相对量,为了更加合理的表示钢管截面的不圆程度,笔者引入了相对不圆度的概念,即
")
式中,R表示钢管截面圆的平均半径。
不圆度是钢管的一个重要质量参数,对精密仪器和回转设备尤为重要。钢管不圆度包括外圆不圆度和内圆不圆度,外圆不圆度主要影响钢管布置的空间精度,内圆不圆度则会直接影响管内流体的状态。
2. 钢管圆度检测技术的现状
目前,钢管圆度的检测基本上都是离线测量,还没有实时的在线检测技术。根据钢管是否和检测设备接触,可分为接触式圆度测量和非接触式圆度测量。
2.1接触式圆度仪
接触式圆度仪目前发展较为成熟,但是由于原理和规格的限制,只适合中小型钢管圆度的测量,常用的有传感器圆度仪和V型法圆度仪(图1)。其中传感器圆度仪因其测量原理简单、精度高、使用方便,目前在工业实际中获得了广泛应用[1]。但是由于其测量过程是接触式的,因此对探头的质量和工件安放位置的精度要求都很高。目前的改进方法是一方面采用三点法[2]、两步法[3]、多步法[4]测量提高精度,另一方面采用紧接式探测器代替接触式探测器,避免探头与工件的长时间接触[5]。V型法圆度仪是一种简易的接触式圆度仪[6],该方法的优点是结构简单,操作方便。缺点是待测物体的转动不均匀会给测量带来较大误差,而且该方法只能测量回转体上的若干点,并不能连续测量所有点,因此最后测量的精度不高。
2.2非接触式圆度仪
非接触式圆度仪可以检测较大规格的钢管,并且具有非接触、测量方便的优点,现有激光圆度仪和光纤圆度仪(图2)。其中激光圆度仪可以方便的测量较大尺寸的回转体,具有非接触、原理简单的优点,并且测量范围大、精度高,具有很大的实用价值[7]。
")
图1 探测器圆度仪(a)与V型法圆度仪(b)的原理图
")
图2 激光圆度仪(a)与光纤圆度仪(b)的原理图
光纤圆度仪测量方法在20世纪80年代已经提出,但是由于其对工作环境的要求很高,在工业生产中几乎没有获得实际应用[8]。
目前,传感器圆度仪和激光圆度仪在工业实际中获得了广泛应用,也是目前钢管圆度检测的主要手段。但是不论是接触式圆度仪还是非接触式圆度仪在测量的过程中,都需要相对的旋转运动,大大限制了测量速度,几乎不可能实现在线实时检测。并且仅传感器圆度仪能测量钢管的内外圆不圆度,其它圆度仪只能测量其外圆不圆度,更无法同时检测钢管缺陷、壁厚等这些重要质量参数。因此,开发能够在线实时检测钢管包括不圆度、壁厚、物理缺陷等质量参数的检测技术是目前钢管生产领域面临的重大课题。
3. 一种新的钢管圆度检测技术
为了解决目前钢管圆度检测的问题,本文提出一种全新的不圆度检测技术)))钢管CT圆度检测技术。该方法是利用CT断层成像的技术[9],重建出钢管的截面图像,通过对截面图像的处理和分析,
便可以获取钢管的不圆度、壁厚、物理缺陷等几乎所有质量参数。与其它检测技术相比,CT检测技术不仅能更加全面的获取钢管的质量参数,而且还可以做到实时成像在线检测,具有很大的优越性。该技术需要解决的问题一是投影数据的采集和获取方式,二是少投影下钢管截面图像的快速重建算法。
3.1投影数据的采集和获取
CT装置的扫描方式直接影响投影数据的采集和获取时间,目前的CT装置多用旋转和平移的扫描方式,数据采集的速度慢,并且一般多适用于静止物体。考虑到在生产线上钢管的纵向运动,为了保证获取的投影数据是钢管同一截面上的信息,笔者采用射线源和探测器都静止的多源多探测器的扫描方式,该扫描方式不仅保证能获取运动钢管同一截面上的投影信息,而且能够做到投影数据的瞬时采集,大大减少了数据获取的时间。但是,多源多探测器的扫描方式在空间尺寸一定的条件下要求源和探测器的数目不能太多,否则在实际结构中难以做到合理布置。这就决定了该扫描方式只能获取钢管同一截面上的有限组投影数据,如何在有限组投影数据条件下,较为精确地重建钢管截面图像就成为了CT射线圆度检测技术的一个难点。图3所示为仅有三源三探测器时该扫描方式的示意图。
3.2 少投影CT重建算法
CT图像重建算法包括解析类算法和迭代类算法,在少投影数据条件下迭代类算法图像重建效果明显优于解析类算法。本文采用的有序子集期望最大化算法(OSEM)是一种迭代类算法,该算法收敛速度快,重建时间短,在医用和工业CT中都获得了广泛的应用,其迭代公式为[10]:
")
图3 多源多探测器扫描方式示意图
")
式中,i为象素编号;k为迭代次数;pj为投影值;cij为系统传输矩阵;Sp(n)代表子集;λn+1(k)为在第k次迭代中,处理完子集Sp(n)后,图像象素的更新值。由式(3)可以看出,在一次迭代中,有多少子集数目,图像象素值就会被更新多少次。
3.3 钢管截面图像重建结果
图4是用模拟数据分别在30、20、10组投影下用OSEM算法重建的钢管截面图像,在Petuim4/2.79微机上重建的时间分别为1.203、0.828、0.469s。可见,在20组投影下图像重建耗时不到1s,时间上可以满足钢管在线生产检测的需要。由图像质量可以看出,该算法可以基本满足20组投影数据下的钢管截面图像重建,更少投影下的重建算法有待进一步研究。
")
图4 30组(a)、20组(b)、10组(c)投影下重建的钢管截面图像
要实现钢管圆度的在线检测,除了要满足检测时间足够短的要求外,还必须保证检测的精度。对于图4中的钢管重建截面,分别进行二值化处理和边缘提取,得到图5中所示的图像。从该图像更容易看出,当投影数据减少到10组时,重建钢管截面噪声影响十分严重并且图像边缘出现了明显的多边形化趋势,明显不能满足钢管检测的精度要求。计算30和20组投影数据下重建钢管截面的内外径尺寸及不圆度,得到了如表1所示的结果,其中模型的内外标准半径分别为0.50m和0.35m。对于无缝钢管,国家标准规定其外径允许偏差可分为D1~D4四个等级,其中精度要求为1.5%~0.5%,壁厚允许偏差可分为S1~S5五个等级,最高精度要求为5%,可见20组投影数据下重建的钢管截面图像基本可以满足上述精度要求。
")
图5 30组(a)、20组(b)、10组(c)投影下重建的钢管截面边缘分布
表1 30、20 组投影数据下重建钢管截面的几何尺寸
")
4 结论
目前的圆度检测技术多用于实验室离线测量,在车间现场多采用游标卡尺、千分尺等检测钢管的不圆度,受测量方法和人为因素的制约,精度不高。随着对钢管质量要求的越来越高,圆度测量一方面要求具有更高的精度,以满足精密仪器生产加工的需要;另一方面迫切需要一种新的在线非接触圆度测量技术,以满足钢管生产过程中在线检测和控制的需要,提高钢管产品质量。高精度、非接触的在线圆度检测技术是未来的研究和发展方向。射线CT检测技术作为一种高效的图形图像检测手段,不仅能很好地满足以上两方面对钢管圆度检测的需要,而且可以同时检测壁厚、内外径、物理缺陷等重要质量参数,特别适合对钢管的质量进行在线检测和控制。随着研究的进一步深入,该技术一旦应用于生产过程,必将全面提高钢管产品质量,具有重大的现实意义和广阔的应用前景。
参考文献:
[1].刘伟.圆度仪与V型法测量轴圆度的比较[J].光学精密工程,1999,7(5):135.
[2].MuralikrishnanB,VenkatachalamS.ANoteonThree-PointMethodforRoundnessMeasurement[J].
PrecisionEngineer-ing,2005,29(3):257.
[3].赵伟谦,谭久彬,杨文国.基于两步法超精密圆度仪误差分离系统[J].中国机械工程,2000,11(11):1026.
[4].赵伟谦,谭久彬,常承.超精圆度仪全自动误差分离装置的研制[J].仪器仪表学报,2000,21(2):203.
[5].郭军,曾文涵,谢铁邦.基于LabWindowsCVI的进口圆度仪改造[J].计量技术,2003,(10):61.
[6].皱自强.不圆度的V型测量法[J].光学机械,1978,(2):41.
[7].安志勇,于洪,张国玉.非接触激光圆度仪的研制[J].长春光学精密机械学院学报,1998,21(3):33.
[8].邓星钟,唐小琦.光纤圆度仪的研究[J].华中工学院学报,1988,16(1):135.
[9].庄天戈.CT原理与算法[M].上海:上海交通大学出版社,1992.
[10].HudsonHM,LarkinRS.AcceleratedImageReconstructionUsingOrderedSubsetsofProjectionData[J].
IEEETran-sactionsonMedicalImaging,1994,13(4):601.